
導入:
リチウム電池リチウム電池は、負極材料としてリチウム金属またはリチウム合金を用い、非水系電解液を使用するタイプの電池です。リチウム金属は化学的に非常に活性が高いため、その加工、保管、使用には非常に高い環境要件が課せられます。次に、リチウム電池の製造における均質化、コーティング、圧延の各工程を見ていきましょう。
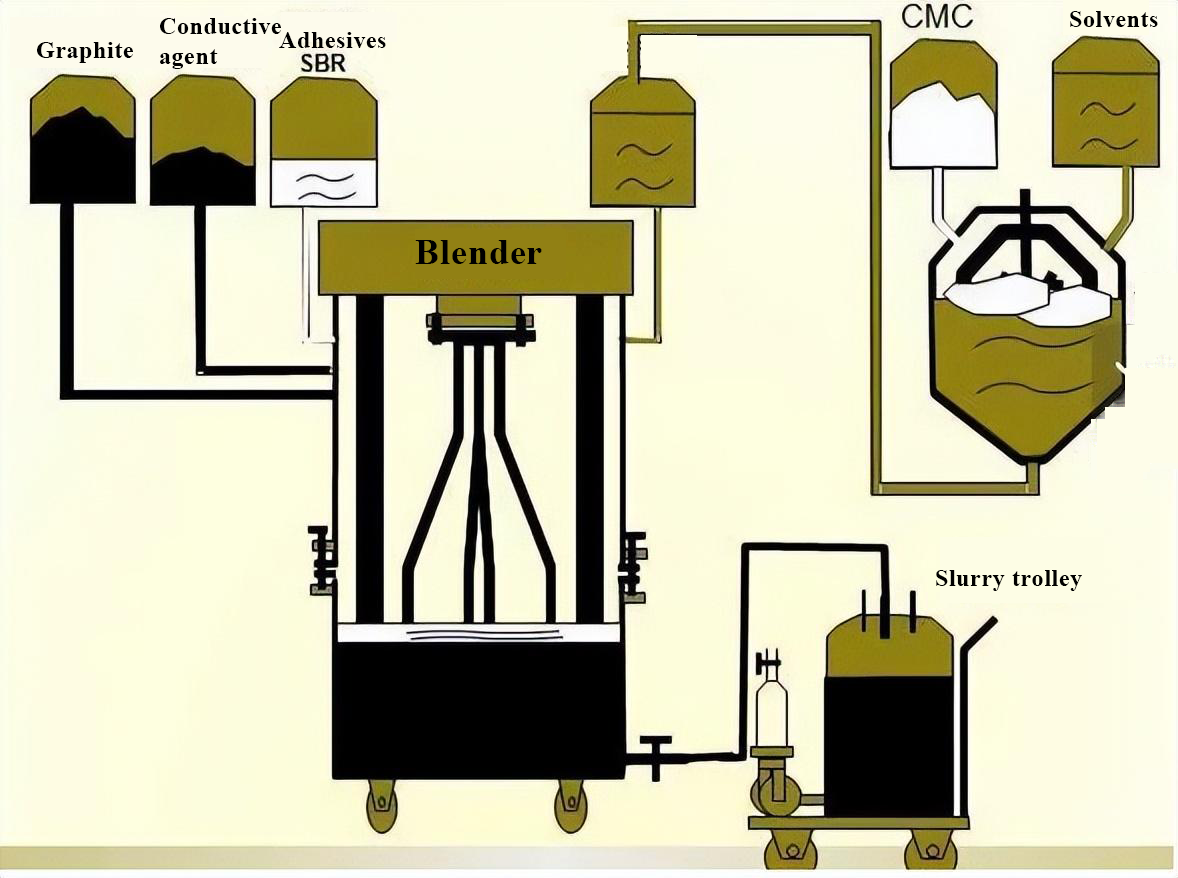
正極と負極の均質化
リチウムイオン電池の電極は、電池セルの中で最も重要な構成要素です。正極と負極の均質化とは、リチウムイオン電池の正極板と負極板に塗布するスラリーの調製工程を指します。スラリーの調製には、正極材料、負極材料、導電剤、およびバインダーを混合する必要があります。調製されたスラリーは、均一で安定している必要があります。
リチウム電池メーカーによって、均質化プロセスの配合は異なります。均質化プロセスにおける材料の添加順序、添加比率、攪拌方法は、均質化効果に大きな影響を与えます。均質化後、スラリーの固形分含有量、粘度、粒度などを検査し、スラリーの性能が要求仕様を満たしていることを確認する必要があります。
コーティング
コーティングプロセスは、流体の特性を研究したプロセスであり、基材上に1層または複数層の液体を塗布する。基材は通常、柔軟なフィルムまたは裏紙であり、塗布された液体コーティングはオーブンで乾燥または硬化され、特殊な機能を持つフィルム層が形成される。
コーティングは電池セル製造における重要な工程です。コーティングの品質は電池の品質に直接影響します。同時に、リチウムイオン電池はシステムの特性上、水分に非常に敏感です。微量の水分でも電池の電気的性能に深刻な影響を与える可能性があり、コーティング性能のレベルはコストや合格率といった実用的な指標に直接関係します。
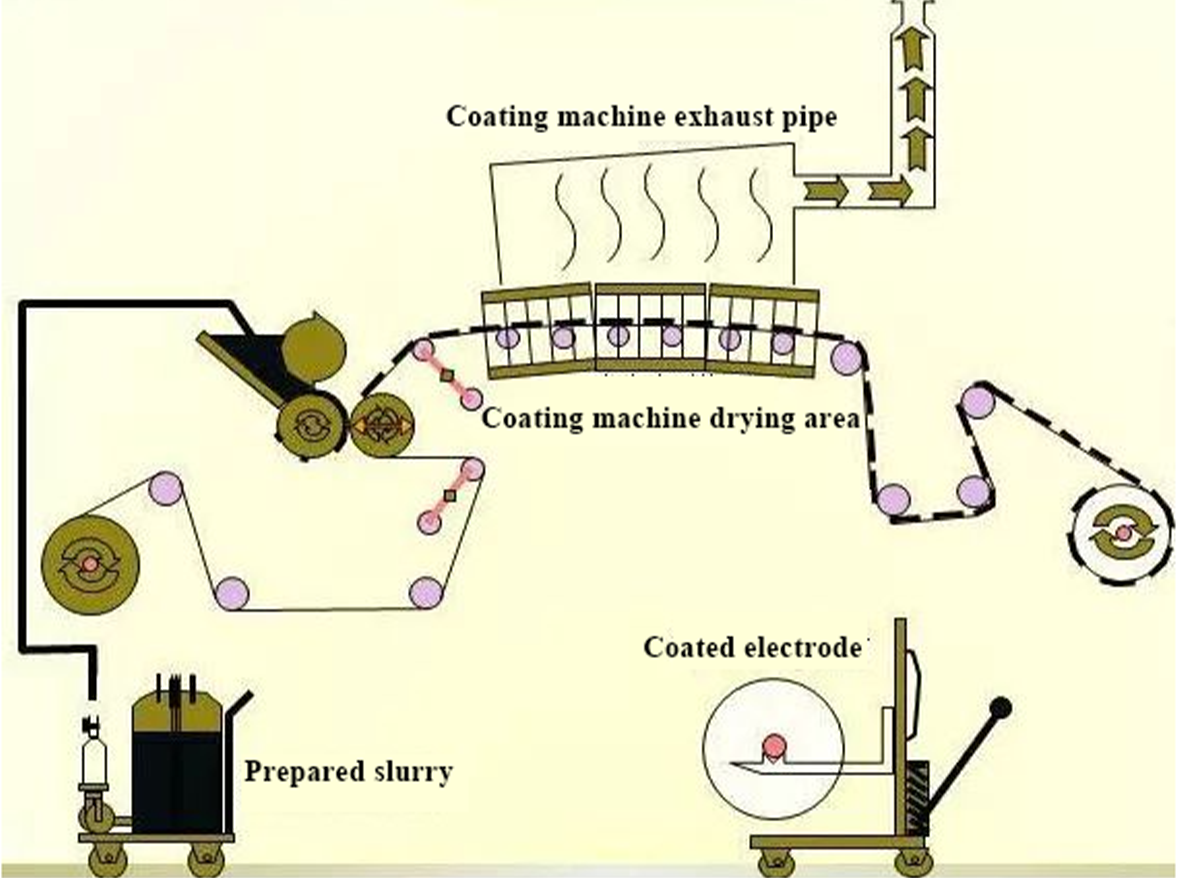
塗料製造工程
コーティングされた基材は、巻き出し装置から巻き出され、コーティング機に供給される。基材の先端と後端が接合台で連結されて連続ベルトを形成した後、引張装置によって張力調整装置と自動偏向補正装置に送られ、シート経路張力とシート経路位置が調整された後、コーティング装置に入る。コーティング装置内では、所定のコーティング量とブランク長に従って、ポールピーススラリーが分割してコーティングされる。
両面コーティングの場合、表面コーティングとブランク長さは自動的に追跡され、コーティングが行われます。コーティング後の湿潤電極は乾燥チャネルに送られ、乾燥されます。乾燥温度は、コーティング速度とコーティング厚さに応じて設定されます。乾燥後の電極は、張力調整と自動偏差補正の後、次の加工工程のために巻き上げられます。
ローリング
リチウムイオン電池の極板の圧延工程は、活物質、導電剤、バインダーなどの原材料を金属箔上に均一に圧延する製造工程です。この圧延工程により、極板の電気化学的活性面積が増加し、電池のエネルギー密度と充放電性能が向上します。同時に、圧延工程は極板の構造強度と均一性を高め、電池のサイクル寿命と安全性の向上にも貢献します。
ローリング生産プロセス
リチウム電池の極材の圧延工程は、主に原材料の準備、混合、圧縮、成形などの工程から構成される。
原料調製とは、様々な原料を均一に混合し、適切な量の溶媒を加えて撹拌し、安定したスラリーを得ることである。
混合工程は、様々な原材料を均一に混合し、その後の圧縮および成形工程に備えるためのものである。
圧縮工程では、スラリーをローラープレスで圧縮し、活性物質粒子を密に積み重ねて一定の構造強度を持つポールピースを形成する。成形工程では、ホットプレスなどの装置を用いてポールピースを高温高圧処理し、ポールピースの形状と寸法を固定する。
.png)
結論
リチウム電池の製造工程は非常に複雑で、各段階が非常に重要です。Heltecのブログにご注目ください。リチウム電池に関する最新情報を随時お届けします。
Heltec Energyは、バッテリーパック製造における信頼できるパートナーです。研究開発への絶え間ない注力と、包括的なバッテリーアクセサリー製品群を組み合わせることで、業界の進化するニーズに対応するワンストップソリューションを提供します。卓越性へのこだわり、お客様に合わせたソリューション、そして強固な顧客パートナーシップにより、世界中のバッテリーパックメーカーやサプライヤーから選ばれる企業となっています。
ご質問や詳細を知りたい場合は、お気軽にお問い合わせください。お問い合わせください.
見積もり依頼:
ジャクリーン:jacqueline@heltec-energy.com/ +86 185 8375 6538
スクレ:sucre@heltec-bms.com/ +86 136 8844 2313
ナンシー:nancy@heltec-energy.com/ +86 184 8223 7713
投稿日時:2024年10月23日